At first glance, grease fittings may seem simple. However, there are actually many different grease fitting specifications that determine how a fitting performs within a lubrication system. Thread type, angle, material, pressure rating, plating, and configuration all play an important role in ensuring proper lubrication performance and preventing leakage or premature failure.
Because grease fittings are used across countless industries and equipment types, there is no “one-size-fits-all” solution. Every lubrication point is engineered with specific operating requirements in mind, and the grease fitting selected for that application must match those requirements precisely.
Using the wrong grease fitting — even if it appears similar — can lead to grease leakage, poor lubrication flow, contamination, fitting failure, damaged threads, or premature bearing wear.
At SAE Products, we help customers identify the correct grease fitting specifications for their applications every day. Understanding the primary specifications behind grease fittings is critical for maintaining reliable lubrication system performance.
Why Are There So Many Different Grease Fittings?
Grease fittings are used in a massive range of equipment operating under very different conditions. Lubrication systems may be exposed to:
-

Assortment of Aerospace Grease Fittings High pressures
- Extreme temperatures
- Corrosive environments
- Vibration
- Tight installation clearances
- Heavy contamination
- Specialized lubrication schedules
A grease fitting designed for an automotive chassis may not be suitable for aerospace equipment, food processing machinery, agricultural equipment, or heavy industrial applications.
Manufacturers specify grease fitting types carefully to ensure:
- Proper sealing
- Correct grease flow
- Long-term durability
- Compatibility with grease guns and lubrication equipment
- Reliable bearing protection
That is why grease fitting specifications vary so widely across industries and equipment designs.
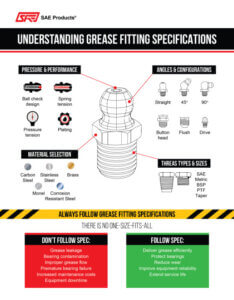
Grease Fitting Thread Types and Sizes
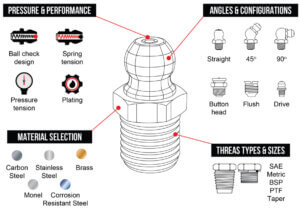 Thread type is one of the most important grease fitting specifications. The thread must match the threaded lubrication port exactly to ensure proper sealing and retention.
Thread type is one of the most important grease fitting specifications. The thread must match the threaded lubrication port exactly to ensure proper sealing and retention.
Common grease fitting thread types include:
- SAE threads
- Metric threads
- BSP threads
- PTF threads
- Taper threads
Even small differences in thread pitch or diameter can create leakage problems or damage the mating component. SAE and metric fittings, for example, are not interchangeable even when they appear visually similar.
Grease Fitting Angles and Configurations
Grease fittings are available in multiple configurations to improve access to lubrication points.
Common grease fitting configurations include:
- Straight fittings
- 45-degree fittings
- 90-degree fittings
- Button head fittings
- Flush fittings
- Drive fittings
The fitting angle is often selected based on available clearance, grease gun accessibility, and equipment layout. Choosing the wrong angle can make routine lubrication difficult or impossible.
Material Selection Matters
 Grease fittings are manufactured in multiple materials depending on the operating environment and application requirements.
Grease fittings are manufactured in multiple materials depending on the operating environment and application requirements.
Common grease fitting materials include:
- Carbon steel
- Stainless steel
- Brass
- Monel
- Corrosion resistant steel
Material selection affects:
- Corrosion resistance
- Pressure capability
- Durability
- Chemical compatibility
- Environmental performance
For example, stainless steel grease fittings are commonly used in corrosive or washdown environments, while aerospace applications may require specialized materials with documented traceability and certification.
Pressure and Performance Requirements
Lubrication systems can operate under extremely high pressures. Grease fittings must be capable of handling those pressures without leaking or failing.
Factors that affect performance include:
- Ball check design
- Spring tension
- Material strength
- Manufacturing tolerances
- Plating and surface finish
Low-quality or improperly specified grease fittings can fail under pressure, allowing grease loss and contamination entry that may ultimately damage bearings and rotating equipment.
Proper Grease Fitting Selection Is Critical
Grease fittings are small components, but they play a critical role in protecting bearings and maintaining equipment reliability. The correct fitting specification ensures grease is delivered properly while helping prevent leakage, contamination, and lubrication failure.
Substituting a grease fitting simply because it “looks close” can create significant long-term maintenance problems.
At SAE Products, we help customers identify the proper grease fitting specifications for industrial, automotive, agricultural, aerospace, military, and OEM applications. Whether you need standard fittings, metric fittings, stainless steel fittings, or aerospace-grade lubrication fittings, our team can help you select the correct solution for your equipment requirements.
Contact SAE Products today for assistance with grease fitting specifications and lubrication system components.